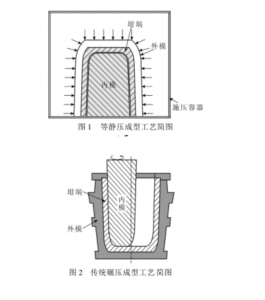
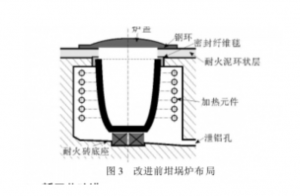
A produción de crisol de grafito evolucionou significativamente coa chegada da tecnoloxía de prensado isostático, o que a converteu na técnica máis avanzada a nivel mundial. En comparación cos métodos tradicionais de apisonado, o prensado isostático dá lugar a crisol cunha textura uniforme, maior densidade, eficiencia enerxética e unha resistencia superior á oxidación. A aplicación de alta presión durante o moldeo mellora significativamente a textura do crisol, reducindo a porosidade e, posteriormente, aumentando a condutividade térmica e a resistencia á corrosión, como se ilustra na Figura 1. Nun ambiente isostático, cada parte do crisol experimenta unha presión de moldeo uniforme, o que garante a consistencia do material en todo momento. Este método, como se mostra na Figura 2, supera o proceso tradicional de apisonado, o que leva a unha mellora substancial no rendemento do crisol.
1. Formulación do problema
Xorde unha preocupación no contexto dun forno de crisol de fío de resistencia de illamento de aliaxe de aluminio que emprega crisol de grafito apisonado, cunha vida útil de aproximadamente 45 días. Despois de só 20 días de uso, obsérvase unha diminución notable da condutividade térmica, acompañada de microfendas na superficie exterior do crisol. Nas últimas etapas de uso, é evidente unha forte caída da condutividade térmica, o que fai que o crisol sexa case non condutor. Ademais, desenvólvense múltiples fendas superficiais e prodúcese decoloración na parte superior do crisol debido á oxidación.
Ao inspeccionar o forno do crisol, como se mostra na Figura 3, utilízase unha base composta por ladrillos refractarios apilados, co elemento calefactor inferior do fío de resistencia situado a 100 mm por riba da base. A parte superior do crisol está selada con mantas de fibra de amianto, colocadas a uns 50 mm do bordo exterior, o que revela unha abrasión significativa no bordo interior da parte superior do crisol.
2. Novas melloras tecnolóxicas
Mellora 1: Adopción dun crisol de grafito de arxila prensada isostática (con esmalte resistente á oxidación a baixa temperatura)
A utilización deste crisol mellora significativamente a súa aplicación en fornos de illamento de aliaxe de aluminio, especialmente en termos de resistencia á oxidación. Os crisol de grafito normalmente oxídanse a temperaturas superiores a 400 ℃, mentres que a temperatura de illamento dos fornos de aliaxe de aluminio oscila entre 650 e 700 ℃. Os crisol con esmalte resistente á oxidación a baixa temperatura poden ralentizar eficazmente o proceso de oxidación a temperaturas superiores a 600 ℃, garantindo unha excelente condutividade térmica prolongada. Ao mesmo tempo, evita a redución da resistencia debido á oxidación, prolongando a vida útil do crisol.
Mellora 2: Base do forno que utiliza grafito do mesmo material que o crisol
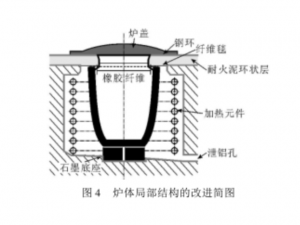
Como se mostra na Figura 4, o uso dunha base de grafito do mesmo material que o crisol garante un quecemento uniforme do fondo do crisol durante o proceso de quecemento. Isto mitiga os gradientes de temperatura causados polo quecemento desigual e reduce a tendencia a que se produzan fendas derivadas do quecemento desigual do fondo. A base de grafito específica tamén garante un soporte estable para o crisol, aliñándose co seu fondo e minimizando as fracturas inducidas por tensión.
Mellora 3: Melloras estruturais locais do forno (Figura 4)
- Mellora do bordo interior da tapa do forno, o que evita eficazmente o desgaste na parte superior do crisol e mellora significativamente a selaxe do forno.
- Asegurándose de que o fío de resistencia estea nivelado co fondo do crisol, garantindo un quecemento inferior suficiente.
- Minimizar o impacto dos selos de manta de fibra superior no quecemento do crisol, garantindo un quecemento axeitado na parte superior do crisol e reducindo os efectos da oxidación a baixa temperatura.
Mellora 4: Refinamento dos procesos de uso do crisol
Antes do uso, prequeza o crisol no forno a temperaturas inferiores a 200 ℃ durante 1-2 horas para eliminar a humidade. Despois do prequecemento, aumente rapidamente a temperatura a 850-900 ℃, minimizando o tempo de permanencia entre 300-600 ℃ para reducir a oxidación dentro deste rango de temperatura. Posteriormente, baixe a temperatura á temperatura de traballo e introduza material líquido de aluminio para o funcionamento normal.
Debido aos efectos corrosivos dos axentes de refinado nos crisois, siga os protocolos de uso correctos. A eliminación regular da escoria é esencial e debe realizarse cando o crisois estea quente, xa que a limpeza da escoria convértese en algo complicado doutro xeito. A observación vixiante da condutividade térmica do crisois e da presenza de envellecemento nas paredes do crisois é crucial nas últimas etapas de uso. Débense facer substitucións oportunas para evitar perdas de enerxía innecesarias e fugas de líquido de aluminio.
3. Resultados de mellora
É salientable a vida útil prolongada do crisol mellorado, que mantén a condutividade térmica durante períodos prolongados, sen que se observen gretas na superficie. Os comentarios dos usuarios indican un mellor rendemento, non só reducindo os custos de produción, senón tamén mellorando significativamente a eficiencia da produción.
4. Conclusión
- Os crisois de grafito de arxila prensada isostática superan os crisois tradicionais en termos de rendemento.
- A estrutura do forno debe coincidir co tamaño e a estrutura do crisol para un rendemento óptimo.
- O uso axeitado do crisol prolonga significativamente a súa vida útil, controlando eficazmente os custos de produción.
Mediante unha investigación meticulosa e a optimización da tecnoloxía do forno de crisol, o rendemento e a vida útil mellorados contribúen substancialmente a unha maior eficiencia da produción e ao aforro de custos.
Data de publicación: 24 de decembro de 2023